Site foundation behandling
1. Innan HDPE-geomembranet läggs ska läggningsbasen inspekteras noggrant tillsammans med relevanta avdelningar.Underlaget ska vara stabilt och plant.Det får inte finnas några trädrötter, spillror, stenar, betongpartiklar, armeringshuvuden, glasflis och annat skräp som kan skada geomembranet inom det vertikala djupet av 25 mm.Använd en hjulkomprimator för att packa för att ta bort bilmärken, fotspår och markbulor.Dessutom ska markens utbuktningar större än 12 mm också flisas eller komprimeras.
2. När HDPE-geomembran läggs på återfyllningen ska återfyllningens kompakthet inte vara mindre än 95 %.
3. Tomtgrunden ska vara fri från vattenläckage, slam, damm, organiska rester och skadliga ämnen som kan orsaka miljöföroreningar.Basens hörn ska vara slät.I allmänhet ska dess bågradie inte vara mindre än 500 mm.

Tekniska krav för HDPE geomembraninstallation.
1. Läggning och svetsning av HDPE geomembran bör utföras i väder där temperaturen är över 5 ℃ och vindstyrkan är under Grad 4 utan regn eller snö.
2. Byggprocessen för HDPE-geomembran ska utföras i följande ordning: geomembranläggning → överlappande svetsfogar → svetsning → besiktning på plats → reparation → ombesiktning → återfyllning.
3. Den överlappande bredden av skarvarna mellan membran ska inte vara mindre än 80 mm.Generellt ska fogarrangemangets riktning vara lika med den maximala lutningslinjen, det vill säga den ska vara anordnad längs lutningsriktningen.
4. Under läggning av HDPE-geomembran ska konstgjorda rynkor undvikas så långt det är möjligt.Vid läggning av HDPE-geomembran ska expansionsdeformationen som orsakas av temperaturförändringar reserveras i enlighet med det lokala temperaturändringsintervallet och prestandakraven för HDPE-geomembran.Dessutom ska expansionsmängden geomembran reserveras i enlighet med platsterrängen och läggningen av geomembran för att anpassas till grundens ojämna sättning.
5. Efter att HDPE-geomembranet har lagts ska gång på membranytan och hanteringsverktyg minimeras.Föremål som kan skada HDPE-geomembranet får inte placeras på geomembranet eller bäras på geomembranet för att undvika oavsiktlig skada på HDPE-membranet.
6. All personal på byggarbetsplatsen för HDPE-film får inte röka, bära skor med spik eller högklackade skor med hårda sulor för att gå på filmytan eller delta i någon aktivitet som kan skada den ogenomträngliga filmen.
7. Efter att HDPE-geomembranet lagts och innan skyddsskiktet täcks, ska en 20-40 kg sandsäck placeras vid hörnet av membranet var 2-5:e meter för att förhindra att geomembranet blåser av vinden.
8. HDPE-geomembran ska vara naturligt och nära stödskiktet och får inte vikas eller hänga i luften.
9. När geomembranet är konstruerat i sektioner ska det övre lagret täckas i tid efter läggningen och exponeringstiden i luften får inte överstiga 30 dagar.
Förankringen av HDPE-geomembran ska utföras enligt konstruktionen.På platser med komplex terräng i projektet ska byggenheten föreslå andra förankringsmetoder, vilka ska utföras efter medgivande av projekteringsenheten och tillsynsenheten.

HDPE geomembran svetskrav:
1. Den överlappande ytan på HDPE geomembransvets ska vara fri från smuts, sand, vatten (inklusive dagg) och andra föroreningar som påverkar svetskvaliteten och ska rengöras under svetsningen.
2. I början av svetsningen varje dag (på morgonen och efter lunchrasten) måste provsvetsning utföras på platsen först, och formell svetsning kan endast utföras efter att den är kvalificerad.
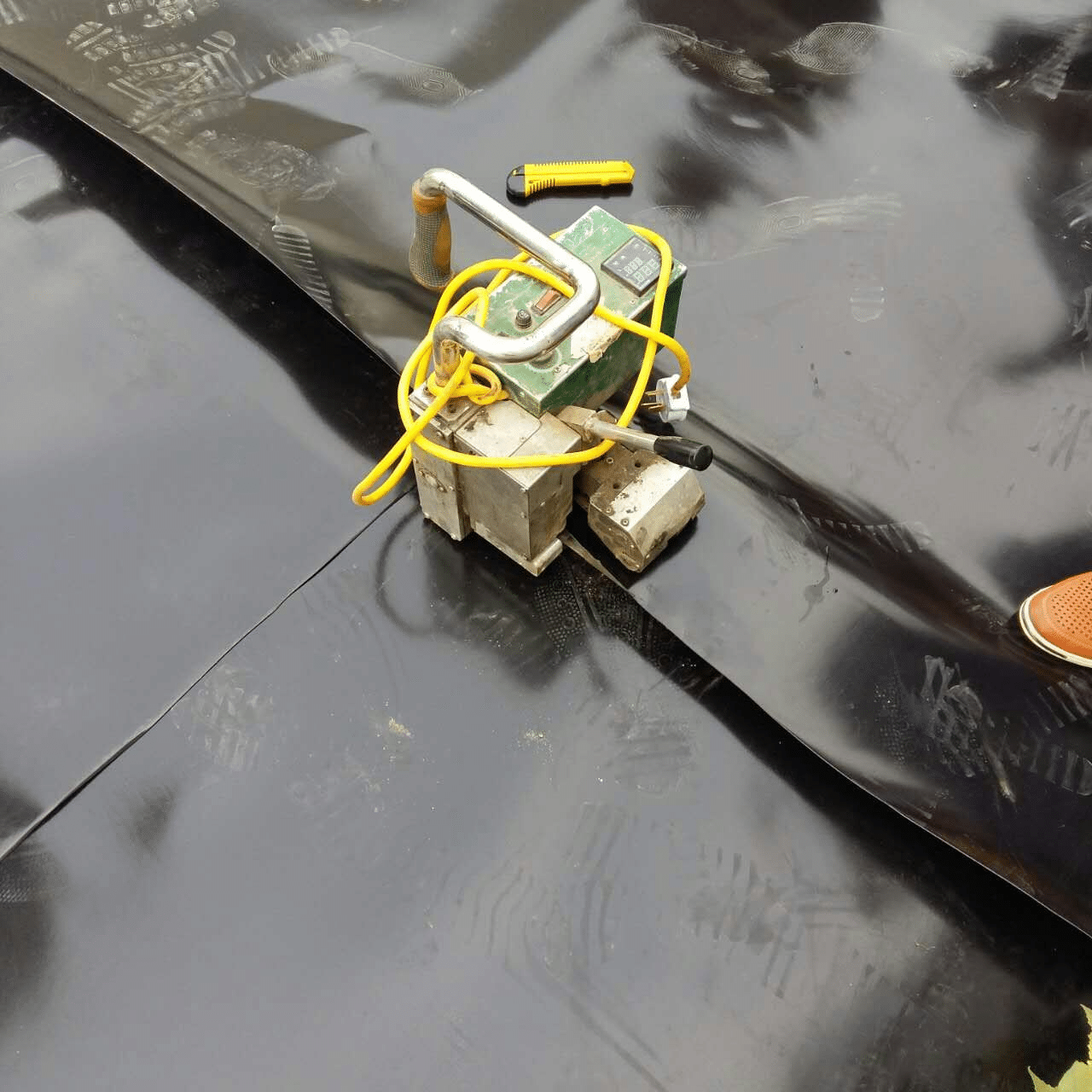
3. HDPE-geomembranet ska svetsas med en dubbelspårig smältsvetsmaskin, och extruderingssvetsning eller varmluftspistolsvetsning bör endast användas på platser där reparations-, täcknings- eller smältsvetsmaskinen inte kan nås.
4. Under konstruktionen ska svetsmaskinens arbetstemperatur och hastighet justeras och kontrolleras när som helst i enlighet med temperatur och materialegenskaper.
5.HDPE-film vid svetsen ska svetsas som en helhet och det får inte förekomma falsk svetsning, saknad svetsning eller överdriven svetsning.De anslutna två skikten av HDPE-geomembran måste varvas plana och skonsamma.
Svetskvalitetskontroll
Med konstruktionens framsteg krävs det att du kontrollerar svetskvaliteten på HDPE-film i tid och reparerar svetsning med varmluftspistol eller plastsvetspistol när som helst för saknade svetsningar och felaktiga svetsdelar.De specifika metoderna är följande:
1. Inspektionen utförs i tre steg, nämligen visuell inspektion, uppblåsningsinspektion och skadetest.
2. Visuell inspektion: kontrollera om de två svetsarna är plana, klara, skrynkelfria, genomskinliga, slaggfria, bubblor, läckpunkt, smältpunkt eller svetssträng.
Visuell kontroll är främst att noggrant inspektera utseendet på det utlagda geomembranet, svetskvalitet, T-formad svetsning, substratskräp etc. All byggpersonal ska utföra detta arbete i alla byggprocesser.
3. Utöver visuell inspektion ska vakuuminspektion användas för att alla svetsar är täta, och självinspektionen ska förstärkas för de delar som inte kan inspekteras med vakuum.
4. Uppblåsningsstyrkan som upptäcks av uppblåsningstrycket är 0,25Mpa, och det finns inget luftläckage under 2 minuter.Med tanke på att det lindade materialet är mjukt och lätt att deformera är det tillåtna tryckfallet 20 %
5. Vid dragprovning på provet taget från dubbelrälssvetsen är standarden att svetsen inte rivs sönder utan mamman slits och skadas under avskalnings- och skjuvproven.Vid denna tidpunkt är svetsningen kvalificerad.Om provet är okvalificerat, ska en andra del tas från den ursprungliga svetsen.Om tre stycken är okvalificerade, ska hela svetsen bearbetas.
6. Prover som klarar testet ska lämnas till ägaren, huvudentreprenören och relevanta enheter för arkivering.
7. Defekter som upptäcks vid visuell inspektion, uppblåsningsdetektering och skadetest ska repareras i tid.De som inte kan repareras omedelbart ska märkas för att förhindra utelämnande under reparationen.
8. Vid utseendeinspektionen, vid defekter såsom hål på membranytan och saknad svetsning, felaktig svetsning och skador under svetsning, ska färsk basmetall användas för att reparera i tid, och varje sida av det reparerade ärret ska överstiga skadad del med 10-20 cm.Gör rekord.
9. För den reparerade svetsen ska detaljerad visuell inspektion utföras generellt, och frigöring ska utföras efter att reparationen har bekräftats vara tillförlitlig.
Posttid: 2022-14-14